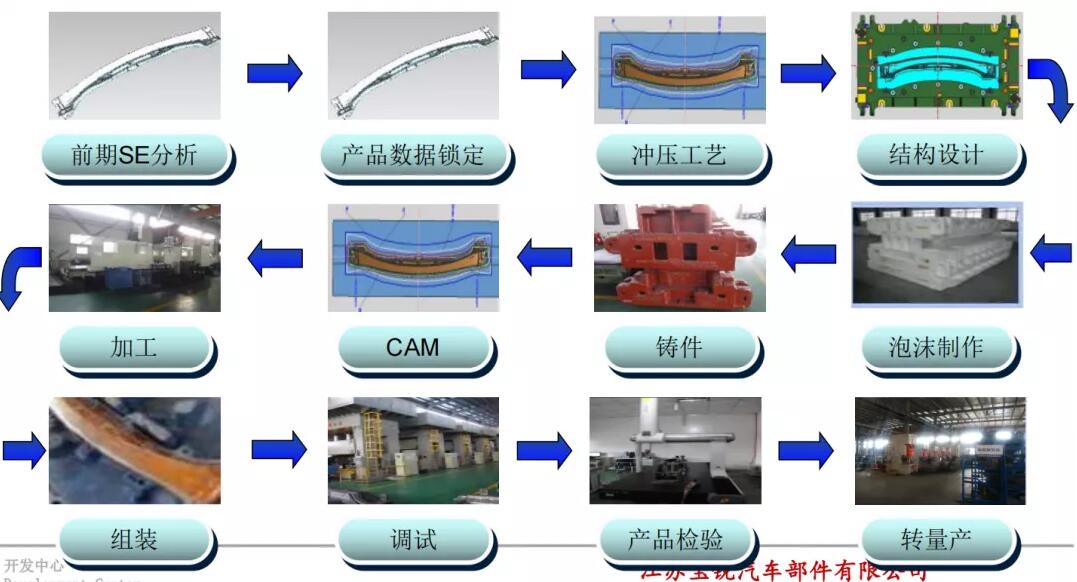
模具制造工艺流程
从前期与客户对接SE分析,到零件的模具设计开发制造过程控制,建立了完善的模具制造管理流程。
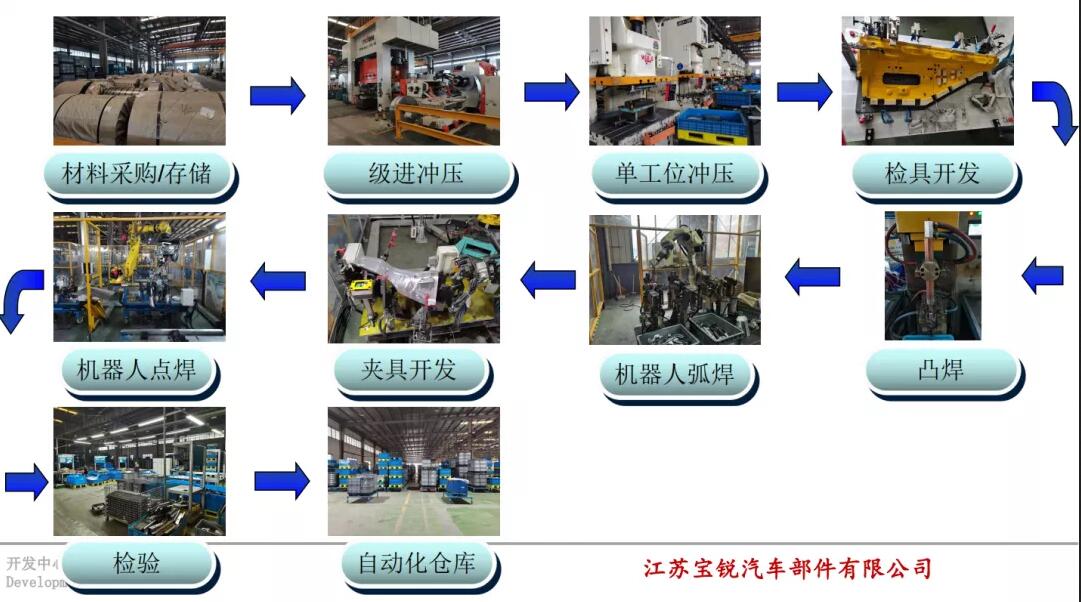
零部件制造工艺流程
从原材料采购、存储、订单管理、检具夹具开发、零部件冲压、焊接生产到检验、入库出库,已形 成完善的自动化、规模化的制造管理体系。
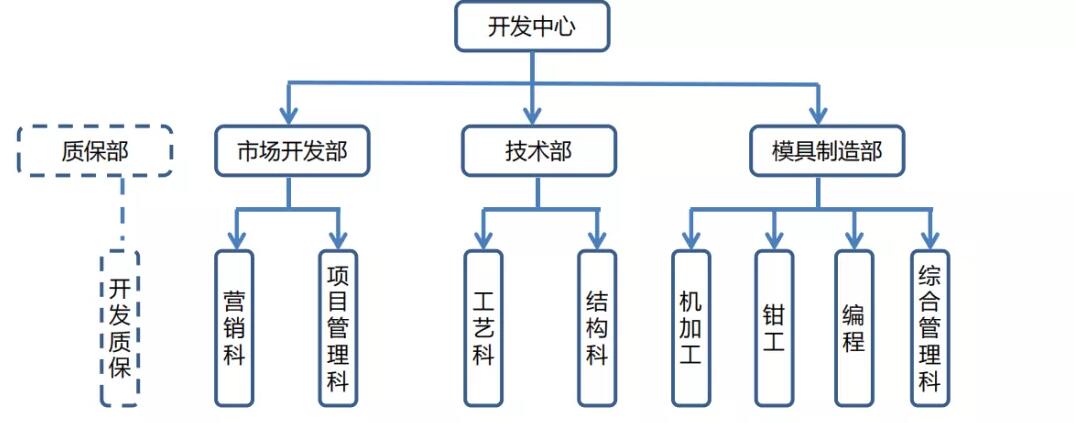
项目开发流程
项目团队介绍:项目开发模式是由开发中心主负责,其余部门共同参与的开发模式,开发中心涵盖营销、项目管理、技术、模 具制造部门;>
项目管理科项目经理6人,一人负责总装件项目,其余负责车身件项目管理,项目管理经验4~8年,从事过起亚、 东风/广汽本田、上汽乘用车、上汽通用、长城汽车项目管理工作,对单件和焊接总成项目管理都极有经验;
开发质保:三人,质保部有三人专门负责新项目开发,工作经验3~5年,从事过上汽乘用车、通用五菱、长城汽 车开发质量工作;
其余团队人员:项目立项时每个部门制定固定人员参与项目开发工作,直至开发结束转移量产三个月,专业项目组取消
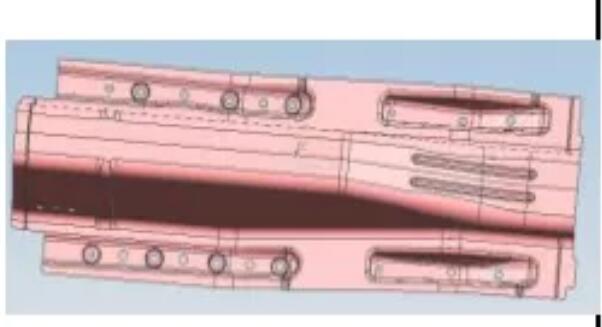
项目管理流程
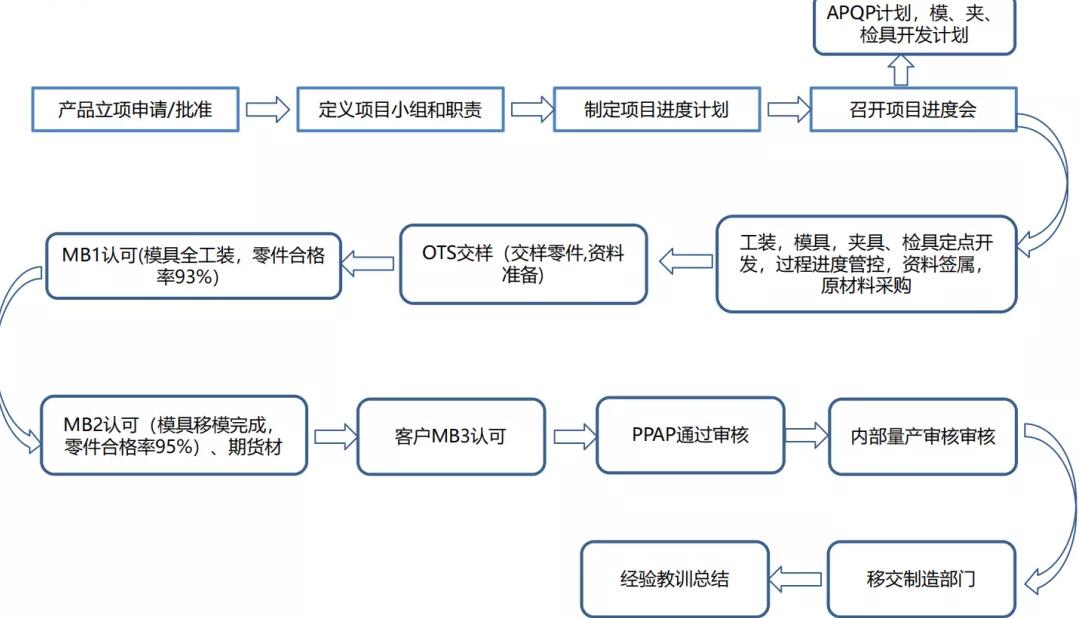
产品名称:前座椅前横梁(上汽项目)
HC420/780DP/1.4mm
工序设定: OP10(成型) OP20(修边) OP30(翻边) OP40(翻边) OP50(侧整形) OP60(冲孔侧冲孔侧整形)
工艺说明:多次翻边,侧整工艺;
开发难点:高强板,侧壁回弹大;方案(过程):前期CAE精算,回弹补偿;

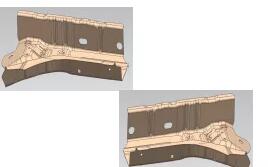
产品名称:中央通道(上汽项目)
HC340/590DP/1.0mm
工序设定: OP10(拉伸) OP20(修边冲孔) OP30(翻边整形) OP40(冲孔切边)
工艺说明:整体拉伸;
开发难点:高强板深拉伸,侧壁反弧回弹大;
方案(过程):前期CAE精算,整体拉延,便于补偿回弹;
产品名称:左/右门槛梁(长城项目)
HC340/590DHD+Z/1.6mm
工序设定: OP10(拉伸) OP20(修边冲孔) OP30(修边分离侧修边) OP40(侧整) OP50(冲孔侧冲孔)
工艺说明:左右合模,整体拉伸;
开发难点:高强板深拉伸,侧壁反弧回弹大;
方案(过程):前期CAE精算,整体拉延,便于补偿回弹;
产品名称:后门窗台外板加强板(上汽项目)
HC340/590DP/0.7mm
工序设定: OP10(拉伸) OP20(修边冲孔) OP30(翻边翻孔) OP40(分离冲孔) OP50(翻边冲孔)
工艺说明:左右合模;开发难点:零件刚性差,匹配面多;
方案(过程):拉延尽量拉开,增加刚性,减小零件回弹;